| 产品参数 | |
|---|---|
| 产品价格 | 9/米 |
| 发货期限 | 电议 |
| 供货总量 | 1000 |
| 运费说明 | 按距离 |
| 最小起订 | 1米 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
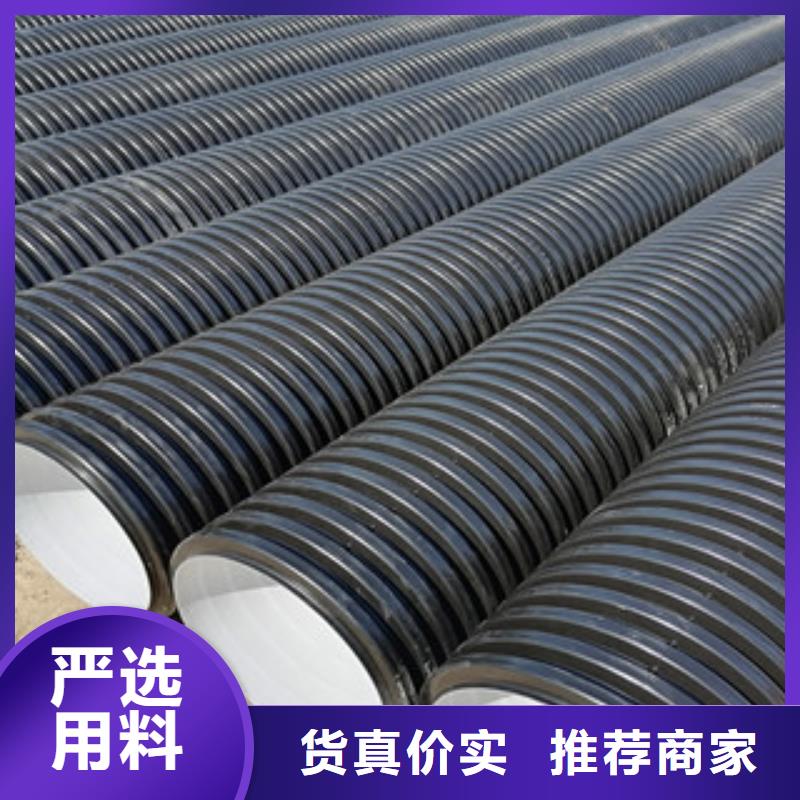
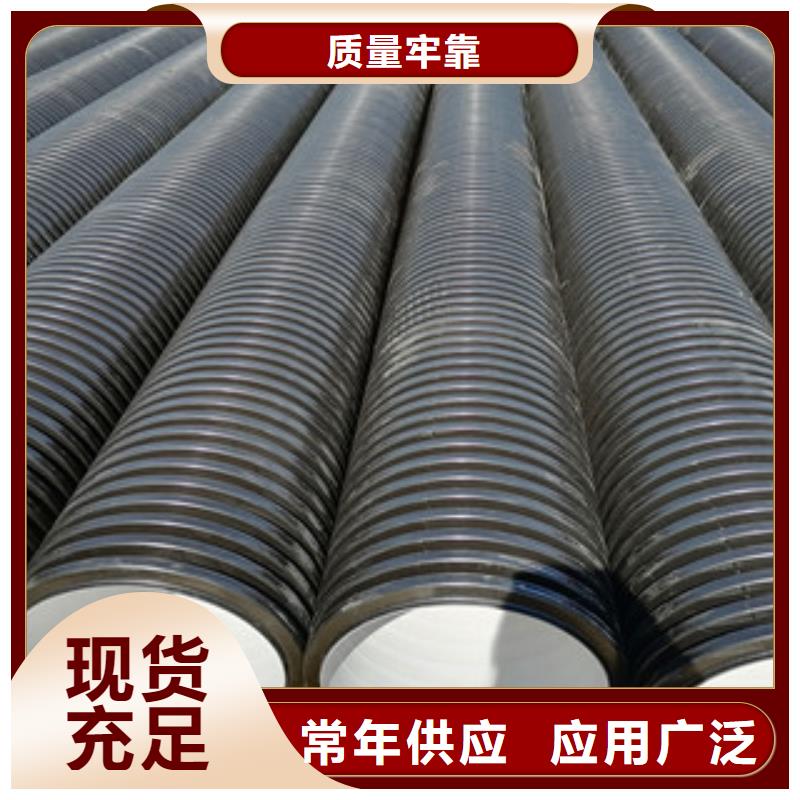
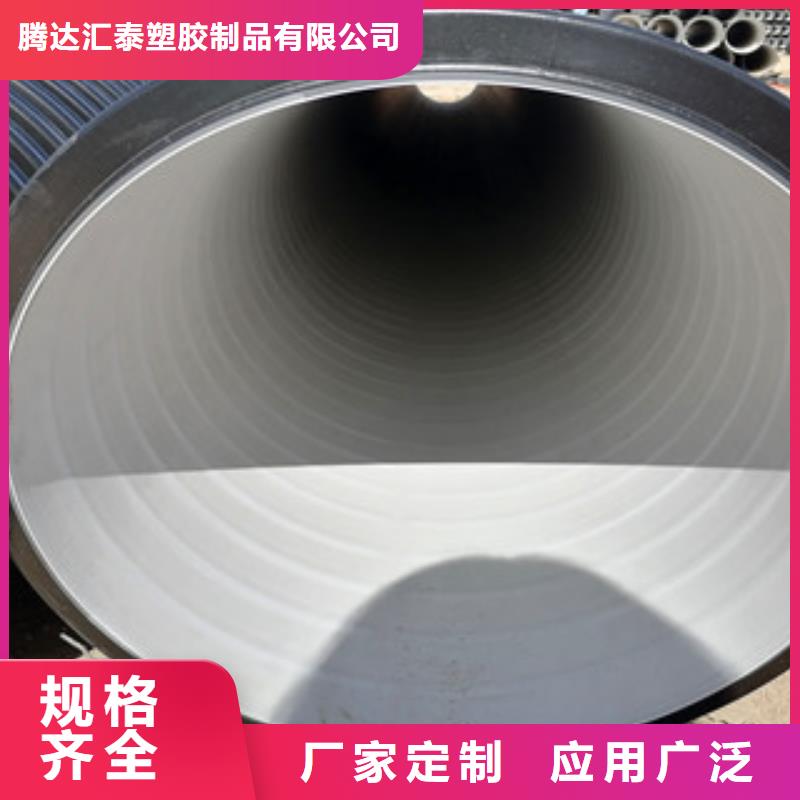
| 结构 | 双壁波纹管 |
| 拉伸强度 | 10mpa |
| 材质 | HDPE |

HDPE双壁波纹管,简称PE波纹管,80年代初在德国首先研制成功。经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列。在生产工艺和使用技术上已经十分成熟。由于其优异的性能和相对经济的造价,在欧美等发达 已经得到了极大的推广和应用。
双壁波纹管材是以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快、寿命长等特点,其优异的管壁结构设计,与其他结构的管材相比,成本大大降低。并且由于连接方便、可靠,在国内外得到广泛应用。大量替代混凝土管和铸铁管。



压力太高造成熔料极尽则翻边过加宽,因而就不能达到质量要求。压力的控制是依靠机具的压力控制阀来实现的,应依不同的情况来调整不同的输出压力。2、时间控制在不同的情况下需要不同的焊接时间,一般焊接的总时间由管材或管件使用的原材料来确定。
可通过调整时间来控制对接接口质量。3、温度控制对接过程中的温度是影响对接质量的重要因素。聚乙烯管的对接温度控制,这里分两部分即环境温度、加热板温度。加热板温度一般为210℃230℃,而该温度的控制是依靠加热板的调温措施来保证的,在加热板的整个平面上,温度不应相差太大。
环境温度的控制与吸热时间有直接关系,否则会影响到对接质量。4、焊接参数控制焊接参数的制定对热熔连接关系密切,在常温下焊接连接参数,可参照德国焊接协会DVS2207.1995,常温下聚乙烯(管材、管件)热熔对接参考表(见表1)。
通过调正吸热时间、温度、压力一般能获得优良的焊接接口。因此对焊接施工全过程的质量控制,是获得优良接口关键。应该指出除了有完整的质量控制措施之外,还应有合格操作人员和质量完好的对接焊机来实施。4焊缝检验优良接口主要目测和对比检验特征如下:1、卷边的表面应饱满光滑,无气泡和缩孔缺陷。



![[惠州]恒塑管道有限责任公司名片](http://ypmimg.qy55.com/UploadImg/2327/new_card.jpg "[惠州]恒塑管道有限责任公司名片")